其次由于透明塑料多为熔点高、流动性差,因此为保证产品的表面质量,往往要在机高温度、注射压力、注射速度等工艺参数作细微调整,使注塑料时既能充满模,又不会产生内应力而引起产品变形和开裂。因此从原料准备,对设备和模具要求、注塑工艺和产品的原料处理几方面都要进行严格的操作。

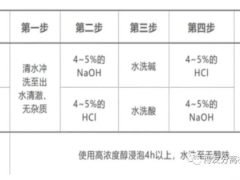
一、料的准备与干燥由于在塑料中含有任何一点杂质,都可能影响产品的透明度,因此和储存、运输。加料过程中,必须注意密封,保证原料干净。特别是原料中含有水分,加热后会引起原料变质,所以一定要干燥,并在注塑时,加料必须使用干燥料斗。